2012年04月19日 手順と仕様を考え直す!

2012年04月19日 手順と仕様を考え直す!
「株式会社アルニック野村社長!ありがとう!」
退院後、ずっと一日中頭がクラクラして気持ち悪さが続いていた。投薬治療で自宅でも飲み続けているので副作用があるためだ。某医師の情報だとかなりキツい薬らしい。軽い吐きと頭痛がまとわりついていたのだ。16日はコタツに潜り込み、午前中なんとかボ~~~ッとして過ごしたが、昼食後なにかしていないとさらにイラツク様になったので、気を紛らわすために、実験を行うことにした。(本日時点では、体調はほぼ投薬も終わり、元に戻って薬の副作用からも脱出出来ている!ご安心を)
いままで私が作るペダルのVOLUMEポットはBカーブを使ってきた。これは、私自身の使い方ではがBカーブの方が好きだからだ。ところが、私の予想してた使い方と違う使用パターンが増えてきて、Larry Carlton もAカーブポット採用にした。その後、Aカーブの要望が増えてきたので、慎重に検討した結果、今後すべてのVOLUMEはAカーブポット仕様を標準とすることにした。
この変更理由は、ハイゲインセッティングでのボリューム調整をやりやすくするためだ。私はハイゲインで使わないので、その必要性を感じていなかったのが。この変更によって音質の変化が生まれるわけではないので、全く問題ない。
そして、以前一度テストしてなかなか上手く行かなかった「ハンダ槽」を、もう一度使いこなすように出来ないだろうか?と考えた。回路基板へパーツ取り付けする際に、ハンダ付けはいままですべて手作業で全か所行っていた。時間がかかる作業なので効率化し製造能力と精度を上げたかったのだ。
いつも基板を提供してもらっている野村社長からの材料提供、情報提供のご支援もあり、そろそろまじめに取り組まなくてはと思っていたのでね。うまく行けば、ハンダ面が均一に仕上がり安定するという。それはハンダの使用量も減ることになる。なるべく少なめのハンダ量で完全に仕上げるのが理想的だしね。で4月16日、12個をハンダ槽を使ってテストしてみたところ・・・。
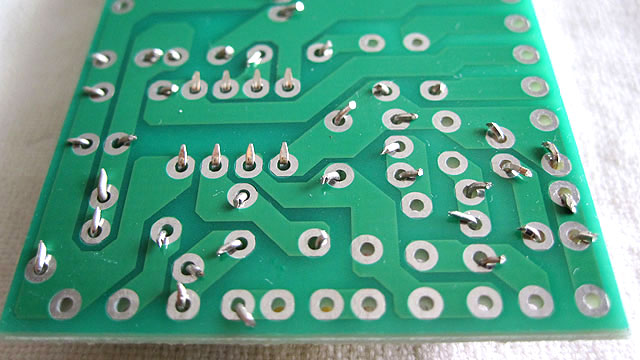
回路基板にパーツを取り付ける際のコツとして、パーツの足を曲げて基板から落ちないようにセットしておいた。こうすれば、大量に作ってもパーツが外れ失うことが無いし、回路基板を移動させても問題ない。病院ではこの作業をせっせと暇つぶしに行っていたのだ。
この状態の基板を、ハンダ槽に浸して全か所を一気にハンダ付けするのだ。
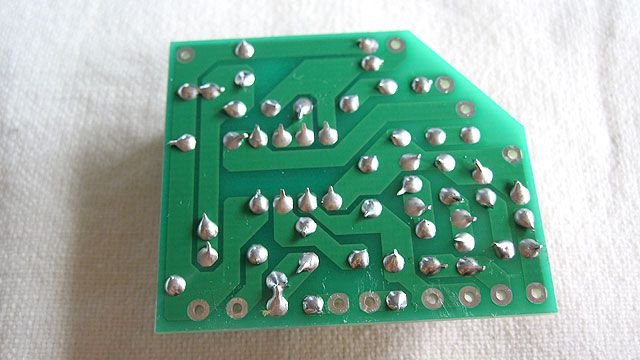
この仕上がりになった。
これがうまく行った!私が持っている小さなハンダ槽でも均一で美しい仕上がりを得ることが出来たのだ。理想を言えば、もうちょっとハンダ液温を上げた方が良さそうな感じがするが。あっという間に12個の基板が仕上がり、満足満足!いままでなら1時間掛かったはずのハンダ作業が、わずかの2分で済んでしまったのだ。
だが、二つ問題点があった。まずは、温度管理だ。理想的な半田液の温度をキープするのが難しかった。もうひとつは、ハンダ液面に酸化膜が張るのでそれをちまちま頻繁に除去するのが面倒だった。
病院内でパーツを組み込んだ回路基板は、まだ40個以上残っている。どうやって手順を改良しようか?と考えていたときだった。この回路基板を製造してもらっている株式会社アルニックの野村社長に今回のテスト結果をご報告したところ・・・。
「それでは、噴流式のハンダ槽をお貸ししましょう!これなら温度管理は出来るし、酸化膜も問題ありませんから」
と、太っ腹なご協力を得られたのである。マジかよ!そして翌日17日にはヤマトのお姉さん(例のRIchrd Thompson大ファン)が、かなり重いハンダ槽を当家に届けてくれたのだ。受け取ってみると「なにこれ?」と思えるほど重い!よくもあの細腕でここまで運んで来れたものだ!感心するばかり。
4月18日、朝から春風のさわやかな日となった。昼食後、妻が外出留守のを待ってごそごそ動き出した。まず、前日に下準備を済ませておいた。これから書く内容は、専門家あるいはハンダ作業に興味がある方にしか意味の無い内容だ。あらかじめご了承いただたい。
作業手順は、以下のように行った。
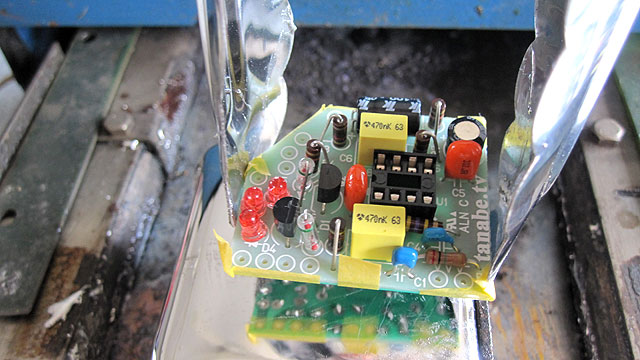
1 回路基板の後て使う穴の部分にハンダが入り込むのを防ぐため、耐熱テープを貼る。
画像の黄色く見えているのがその耐熱テープ。ちまちました作業だが、とても大事!
2 回路基板のハンダ面を上に向けて隙間なく並べる。
アルコールで薄めたフラックスをスプレーし、10分ほど乾燥させる。
2 ハンダ槽に電源を入れハンダを溶かす。使用出来る温度になるまで1.5時間待つ。250~255度程度。
温度管理のため、非接触型の温度計もあると便利。銀色の四角い物は、ハンダ後の基板を冷やす場所。
トングは、回路基板を掴んでハンダ槽に浸けるためのもの。
5 ハンダ液の温度が安定したら、ハンダ液が噴流するようにモーターのスイッチを入れる。
下から湧き出てくるハンダ液に回路基板を慎重にゆっくり5秒間あてる。
6 ハンダ槽から回路基板を引き上げ、ハンダが固まるまで数秒間待つ。
かなり熱いので、アルミ箔の上に置き冷却。だが、扇風機等での強制冷却を推奨!これを繰り返す。
実際にやってみた結果、これは私にとってかなりの収穫だった。作業時間の大幅短縮が可能となったのだ。この数ハンダ付けして約15分で完了!この回路基板を使い終えたら、次回は200個程度一気に作ってみようかな!噴流式ハンダ槽は買うとかなり高額だが、頻繁に使うものでもないので、こうやって貸していただけたのはとてつもなくありがたい!これから半年間は当家へ貸し出してもらえるとの約束なので、その間に量産することにしよう!株式会社アルニック野村社長!ありがとう!
本日の結論
ハンダ槽は1個~3個程度の基板製造だと全く必要ない作業なんだよね。かえって時間掛かるし。
「独断倉庫」に関しての御意見は「啓示倉庫」へ書き込んで下さいな。
GO TO HOME PAGE